РАСЧЁТ И ВЫБОР ПОСАДОК
Руководитель
Н. контроль
Студент Барняков В.В.
Группа ММЗ 240006ду-КУ
Каменск-Уральский
Введение 3
Задача 1. Расчет и выбор посадок гладких цилиндрических соединений 5
Задача 2. Расчёт исполнительных размеров гладких предельных калибров 8
Задача 3. Форма и расположение поверхностей 14
Задача 4. Шероховатость поверхности 15
Задача 5. Расчёт посадок подшипников качения 17
Задача 6. Назначение и обоснование посадок резьбового соединении и его
контроль 22
Задача 7. Назначение и обоснование посадок шпоночного и шлицевого
соединений и их контроль 27
Задача 8. Расчёт точности зубчатых колёс и передач и их контроль 35
Задача 9. Расчёт допусков размеров, входящих в размерную цепь 40
Заключение 42
Список литературы 43
Введение
В настоящее время проблемы повышения качества продукции машиностроения наряду с повышением требований к взаимозаменяемости деталей машин при сборке из года в год приобретают все большее значение. Видное место в разрешении этих проблем занимают стандарты, распространяющиеся на допуски и посадки размеров гладких элементов деталей, на их посадки, образуемые при соединении этих деталей, и на калибры, обеспечивающие надежный контроль и взаимозаменяемость деталей, узлов и машин.
Годность деталей с допуском от IT6 до IT17, особенно при массовом и крупносерийном производствах, наиболее часто проверяют предельными калибрами. Этими калибрами проверяют размеры гладких цилиндрических, гладких конических, резьбовых и шлицевых деталей, глубин и высот выступов, а также расположение поверхностей и другие параметры.
Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходного калибра ПР (им контролируют предельный размер, соответствующий максимуму материала проверяемого объекта) и непроходного калибра НЕ (им контролируют предельный размер, соответствующий минимуму материала проверяемого объекта).
С помощью предельных калибров определяют не числовое значение контролируемых параметров, а годность детали, т.е. выясняют, выходит ли контролируемый параметр за нижний или верхний предел, или находится между двумя допустимыми пределами. Деталь считают годной, если проходной калибр (проходная сторона калибра) под действием собственного веса или усилия, примерно равного ему, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали. В этом случае действительный размер детали находится между заданными предельными размерами. Если проходной калибр не проходит, деталь является исправимым браком; если непроходной калибр проходит, деталь является неисправимым браком, так как размер такого вала меньше наименьшего допускаемого предельного размера детали, а размер такого отверстая - больше наибольшего допускаемого предельного размера.
При конструировании предельных калибров для гладких, резьбовых и других деталей следует соблюдать принцип подобия Тейлора, согласно которому проходные калибры по форме должны являться прототипом сопрягаемой детали с длиной, равной длине соединения (т. е. калибры для валов должны иметь форму колец), и контролировать размеры по всей длине соединения с учетом погрешностей формы деталей. Непроходные калибры должны иметь малую измерительную длину и контакт, приближающийся к точечному, чтобы проверять только собственно размер детали (что достигается при контроле отверстий, например, микрометрическими нутромерами). Предельные калибры дают возможность контролировать одновременно все связанные размеры и отклонения формы детали и проверять, находятся ли отклонения размеров и формы поверхностей деталей в поле допусков. Таким образом, изделие считают годным, когда погрешности размера, формы и расположения поверхностей находятся в поле допуска.
Изложенные особенности предельных калибров объясняют удобство контроля и предопределили широкое их использование в промышленности при контроле готовой продукции.
Задача 1. Расчет и выбор посадок гладких цилиндрических соединений
Условия задания: Вариант 1
Посадки Ø10H7/e7
1. Построим в масштабе схемы расположения полей допусков сопрягаемых деталей. Масштаб построения схем: в одном миллиметре два микрометра;
Рис 1. Поле допуска для посадки Ø10H7/e7

Рис 2. Поле допуска для посадки Ø10H7/js7

Рис 3. Поле допуска для посадки Ø10H7/s7
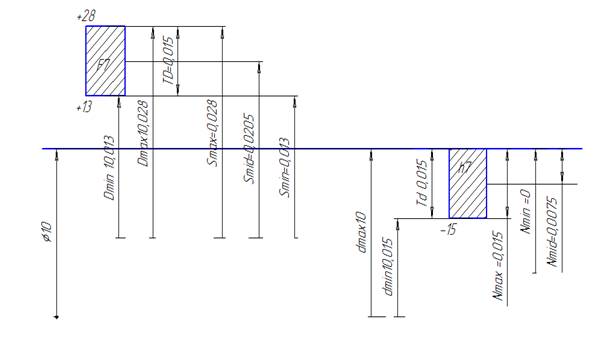
Рис 4. Поле допуска для посадки Ø10F7/h7
2. Определим наибольший и наименьший предельные размеры и допуски сопрягаемых деталей. Полученные данные заносим в таблицу 1.
3. Обозначим наибольший, наименьший и средний зазоры и натяги на схемах расположения полей допусков.
4. Определим наибольший, наименьший, средний зазоры или натяги и допуски посадки.
Эскизом для каждого из соединений будет являться сопряжение двух деталей – вала и отверстия. Для контроля отверстия выбираем соответствующую пробку, для контроля вала - скобу (специальный мерительный инструмент, проектируемый для каждого размера) или воспользуемся универсальными мерительными инструментами – штангенциркулем и индикаторной скобой.
Выбор системы отверстия или вала для той или иной посадки определяется конструктивными, технологическими и экономическими соображениями. Система отверстия является в большинстве случаев предпочтительней, поскольку обуславливает значительное уменьшение номенклатуры режущего и мерительного инструментов, и, следовательно, более экономична по сравнению с системой вала. Однако в отдельных случаях приходиться применять систему вала:
когда заданную точность охватываемой детали (вала, оси) можно обеспечить их калиброванных прутков без обработки резанием;
если имеется несколько соединений с разными по характеру посадками на одном и том же валу;
при использовании в соединениях стандартных изделий, изготовленных по системе вала (шпоночное соединение, соединение наружного кольца подшипника с отверстием в корпусе).
Так же важно правильно выбрать допуски сопрягаемых размеров соединения, поскольку от этого зависит, с одной стороны, качество и долговечность работы соединения, а с другой стороны стоимость и производительность изготовления деталей.
> Выбор посадки с натягом расчетным путем
Расчет посадки с натягом выполняется с целью обеспечения прочности соединения, т.е. отсутствия смещения сопрягаемых деталей под действием внешних нагрузок, а также обеспечения прочности этих деталей в процессесборки соединения. На рисунке 1 изображена схема для расчета посадки с натягом.
Рисунок 2.2.1. - Расчетная схема посадки с натягом.
Величина натяга N, возникающего при сборке соединения, определяется зависимостью:
где N А - деформация растяжения поверхности втулки;
N В - деформация сжатия поверхности вала.
Из задачи определения напряжений и деформаций в толстостенных цилиндрах (задача Ляме) известны зависимости:
где P - давление на поверхности контакта вала и втулки, Па;
D - номинальный диаметр соединения;
E A , E B - модули упругости материала втулки и вала;
C A , C B - коэффициенты, определяемые по формулам:


где D1, D2 размеры деталей соединения, м (см. рис. 2.2.1.); A , B - коэффициенты Пуассона.
Из вышеприведенных уравнений следует:
Исходные данные:
D =0.1 м; F= 0.810 3 Н;
D 1 =0м; Е А =2.0610 11 Па;
D 2 = 0.180 м; Е В = 2.0610 11 Па;
L = 0.120 м; T = 2.510 Нм;
А = 0.3; ТА =4.510 8 Па;
В = 0.3; ТВ =4.510 8 Па;
Определяем наименьшее удельное давление на сопрягаемых поверхностях соединения:
где f = 0.14 - коэффициент трения на сопрягаемых поверхностях при сборке соединения с нагревом втулки. Находим наибольшее удельное давление на сопрягаемых поверхностях:
где =0.68 при (L/D) 0.95
Для дальнейшего расчета принимаем меньшее из двух значений: Р max = 122.7*10 6 Па. Определяем коэффициенты C A и C B:

Вычисляем предельные значения натягов N min доп. и N max доп. :

Определяем величину поправки, учитывающей величину смятия микронеровностей поверхностей вала и втулки при сборке соединения:
где К А =К В = 0.6 для стальной втулки и стального вала при сборке соединения c нагревом втулки или охлаждением вала; R ZA =10 мкм; R ZB =10 мкм - высота микронеровностей поверхностей втулки и вала для номинального размера соединения D=100 мм и предполагаемого 7 и 6 квалитета точности деталей соединения. Определяем минимальный и максимальный расчетный натяги:
Рисунок 2.2.2. - Схема расположения допусков.

Определяем наибольший и наименьший стандартный натяг:

Определяем эксплуатационный и технологический запас прочности:
Условие N minст N minрасч; N maxст N maxрасч выполнены, эксплуатационный и технологический запасы отличаются не значительно.
> Обоснование посадок всех гладких цилиндрических соединениях
Для гладкого соединения позиция 20/1, 22/1 и 24/1 (проходная крышка - корпус) назначаем посадку H7/h9. Соединение корпуса с крышкой должно быть подвижным и разъемным (с зазором).Поле допуска отверстия принято Н7 из условия посадки подшипника качения. В проходной крышке расположено уплотнение манжетного типа. Для надёжной работы уплотнения манжета должна быть соосна оси вращения вала. Отклонения от соосности вызывают следующие причины: радиальное смещение крышки при сборке относительно отверстия корпуса в пределах посадочного зазора, отклонение от соосности посадочной поверхности под манжету в крышке и оси центрирующей поверхности. Чтобы ограничить радиальное смещение проходной крышки, поле допуска центрирующей поверхности по ГОСТ 18512 - 73 задают h8.
Для соединений 19/1,21/1 и 23/1 (гладкая крышка - корпус) назначаем посадку H7/d11:где Н7 поле допуска отверстия под подшипник, d11 - назначаем исходя из того, что точное центрирование таких крышек по отверстию корпуса требуется.
Соединение 13/2 и 30/4 (кольцо - вал)должно быть подвижным и разъемным. Назначаем посадку D9/k6, такая посадка облегчит установку колеса на вал и произойдет поворот кольца до полного прилегания торцев. При посадке с зазором поворот таких деталей происходит беспрепятственно.
Для соединений 16/2, 14/2, 12/3, 9/3, 11/4 и 10/4 (втулка - вал) назначаем посадку D9/k9.Посадки втулок должны иметь минимальный зазор или минимальный натяг. При большом зазоре втулка превращается в кольцо. При большом натяге усложняется сборка деталей.
Для соединения 5/2 и 8/4 (зубчатое колесо - вал) назначаем посадку H7/u7 - c натягом, чтобы при действии на колесо внешней нагрузки не нарушалось касание сопрягаемых поверхностей, то есть не происходило раскрытие стыка. Для соединений 6/3 и 7/3 назначаем посадку из ряда рекомендуемых H7/m6. Для надежной передачи крутящего момента назначаем переходную посадку. При этом, с назначением переходной посадки в соединении возможен зазор или недостаточный натяг, вследствии чего возникает фрейтинг - корозия, поэтому посадку следует назначать с меньшей вероятностью зазора.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Р асчет посадок гладких цилиндрических и типовых сое динений
1 . О писание конструкции узла
Заданный узел представляет собой опору вала редуктора с червячным колесом. Опорами являются радиальные однорядные шарикоподшипники /10/ которые наружным кольцом зафиксированы между ступенью стакана /2/ и распорной втулкой /1/, которую поджимает крышка стакана /15/. Стакан /2/ установлен в корпус редуктора /5/. Подшипник /10/ относительно вала зафиксирован с помощью двух болтов которые прижимают пакет деталей относительно оси. В пакет деталей входят: червячное колесо /6/, маслоотбойное кольцо /3/, подшипник /10/.
2 . Р асчет и выбор посадок для гладких цилиндрических соедин е ний
2.1 О пр еделение до пуск а зазора TS , мкм
TS = Sp (max) - Sp (min);
где - максимальное расчетное значение зазора, мкм;
Минимальное расчетное значение зазора, мкм.
2 .2 О пределение квалитет а точности
Сначала определим число единиц допуска, мкм.
aср = TS/2 i (2)
где i - единица допуска, мкм (таблица 2 МУ к КР 07-08 МСС).
Округлим аср до ближайшего меньшего табличного (таблица 3 /8/).
Такому числу единиц допуска соответствует 7 квалитет точности.
2 .3 Округление шероховатости поверхности деталей соединения
Для IT5 … IT10: RZD ? 0,125TD, RZd ? 0,125Td
где TD и Td - допуски отверстия и вала, мкм, по таблице допусков (таблица 3 /8/).
Допуск отверстия и вала по 7 квалитету для диаметра 15 мм равен
TD= Td=18 мкм
RZD=RZd ? 0,125TD ? 0,125·18 ? 2,25 мкм
Принимаем стандартное ближайшее значение шероховатости по таблице (таблица 1 /8/).
RZD =RZd=2,5 мкм
2 .4 Определение пр едельных технологически х зазо ров
В результате приработки зазоры увеличиваются, а натяги уменьшаются, т.к. происходит слияние вершин шероховатости сопрягаемых деталей. При этом высота шероховатости уменьшается на 70% от первоначальной.
Поэтому технологические зазоры определяем по формулам:
Sт (max) = Sp (max) - 1,4·(RZD + RZd); Sт (min) = Sp (min) - 1,4 (RZD + RZd) (4)
приравняем к нулю так как у нас в условии задачи.
2 .5 Назнач ение стандартных п о садок
Для посадок с зазором в системе вала
ch: отверстия EI по условию EI ? Sт (min)
Определение возможной суммы допусков по условиям
ch (TD + Td) ? Sт (max) - EI,
Квалитет точности отверстия может быть больше, чем у вала, но не более чем на два.
ITотв? ITвала, (ITотв. - ITвала)? 2IT (7)
У нас квалитет точности отверстия IT7, а вала IT6 условие выполняется.
По условию задачи у нас система вала (ch) и посадка с зазором поэтому
(TD + Td) ? Sт (max) - EI;
Условие не выполняется поэтому уменьшим допуск вала Td = 11 (IT6)
2 .6 Уточн ение шероховатости поверхности деталей по принятым квалитетам т о ч ности
RZD ? 0,125TD; RZd ? 0,125Td4; (8)
RZD ? 0,125 18? 2,25; RZd ? 0,125 11? 1,375
Выберем стандартные шероховатости по таблице (таблица 1 /8/).
RZD =2,5; RZd =1,60;
2 .7 Назначение завершающего технологического процесс а операции механической о б работ ки
По таблице (таблица 2 Размерная точность и шероховатость изготовления деталей из стали при различных методах обработки) в зависимости от квалитета точности, шероховатости, применения способа обработки и вида поверхности назначаем завершающий технологический процесс обработки поверхности деталей соединения:
Для вала выбираем метод обработки - Тонкое (алмазное).
Для отверстия выбираем метод обработки - Развертывание
Выбираем средства измерения для отверстия и вала (приложение VI /5/), соблюдая условие: ± ? lim ? ± д. Результаты выбора заносим в таблицу.
Таблица 2.1 Выбор средств измерения
2 .8 Проверка услови я правильности выбора полей допусков
Sс (max) ? Sт (max); Sс (min) ?Sт (min);
0,029? 0,033; 0 ?0;
где Sс (max), Sс (min) - максимальные и минимальные зазоры принятой посадки, мкм.
Sс (min) = EI - es; Sс (max) = ES - ei;
Sс (min) = 0 - 0=0; Sс (max) = 0,018 - (- 0,011) = 0,029 ;
2 .9 Схема полей д о пусков соединения
Рисунок 2.1 Схема полей допусков соединения
2 .10 Эскизы соединения и его дет а лей с указанием размеров
Рисунок 2.2 Эскиз соединения
3 . Р асчет и выбор полей допусков для деталей, сопрягаемых с подшипниками качения
3.1 Обоснование характера работы и видов нагружения колец подшипника
цилиндрический соедин е ние подшипник
При выборе посадок подшипников следует учитывать нагрузку, режим работы, класс точности, а также виды нагружения колец подшипника.
Внутренне кольцо подшипника вращается вместе с валом и имеет циркуляционное нагружение.
При таком виде нагружения кольцо воспринимает нагрузку последовательно всей окружностью дорожки качения и передает ёе всей посадочной поверхности вала и поэтому кольцо должно быть неподвижно соединено с валом.
Наружное кольцо подшипника неподвижно установлено в стакан и имеет местное нагружение. При таком виде нагружения кольцо воспринимает нагрузку ограниченным участком окружности дорожки качения и передает её соответствующему ограниченному участку посадочной поверхности стакана. Наружное кольцо должно иметь посадку с небольшим зазором при котором возникают радиальные усилия вращающие кольцо т.е. износ идет по всей поверхности. А если мы посадим с натягом будет износ в одном месте.
3 .2 Выбор стандартного подшипника
Определим номер подшипника. Сперва определим диаметр d внутреннего кольца подшипника. По условию задачи у нас d=35 мм.
то есть 07
Выпишем все стандартные серии подшипников с таким диаметром и соответствующие им значения с (динамическая грузоподъемность подшипника, H) (с. 434-438 /1/).
№ 207 с=25500
№ 307 с=33200
№ 407 с=55300
Теперь определим серию подшипника по критерию интенсивности нагружения. У нас спокойный вид нагружения т.е. нормальный режим работы.
c - динамическая грузоподъемность, kH.
Выразим и вычислим значение c.
0,07 < ? 0,15;
60 < с? 128;
Выберем № 307 подшипник при условии двух подшипников. Проверим выбранный подшипник по критерию интенсивности нагружения.
где С - сумма динамических грузоподъемностей № 307 подшипника
c - динамическая грузоподъемность № 307 подшипника, kH.
С=с+с=66,4 kH;
60 < 66,4 ? 128
Рисунок 3.1 Чёртёж роликового подшипника
Определим все размеры выбранного подшипника (с. 426-430 /1/).
Подшипник № 307
Масса, кг=0,447.
Центриируюшие диаметры, мм
наим. наиб. наим. наиб.
3 .3 Расчет и выбор посадок колец подшипника
Определим предельные размеры вала и отверстия (с.276 /2/).
Предельные размеры вала d и корпуса (стакана).
Предельные размеры внутреннего и наружного кольца подшипника (с.273, с.280 /2/).
dmin = dm + Дm=35 - 0.012=34.988 мм; (17)
Dmin = Dm + ДDm=80 - 0.013=79.987 мм. (18)
Определим интенсивность нагрузки
B - рабочая ширина кольца подшипника;
Bк - конструкторская ширина подшипника, мм;
B=21-2 2,5=21-5=16 мм
Kn - динамический коэффициент. При нагрузке с умеренными ударами и вибрацией, перегрузка 150%, Kn=1;
F - коэффициент учитывающий степень ослабления посадочного натяга при полом вале. Для сплошного вала F=1;
Fn - коэффициент неравномерности распределения интенсивности нагрузки между рядами роликов Fn=1.
Выберем по таблицам (таблицы 9.3; 9.6 с.238 /9/) поля допусков вала и отверстия в зависимости от рассчитанного значения интенсивности нагрузки PR. Для вала - k6; Для отверстия, стакана - H7.
3 .4 Построение схемы расположения полей допусков
Рисунок 2.2 Схема полей допусков а б
Рисунок 2.3 Чертежи деталей контактирующих с подшипником
4 . В ыбор посадки по аналогии
4 .1 Выбор посадки распорной втулки с диаметром d 2=80 мм
Посадка для распорной втулки d2 должна быть с гарантированным зазором для легко снятия и установки, то есть верхнее отклонение распорной втулки должно быть меньше нижнего отклонения стакана. Мы знаем поле допуска стакана H7 (2 задача), подберем под него поле допуска распорной втулки. Выше указанным требованиям соответствует поле допуска распорной втулки g6.
Таким образом получаем посадку в системе отверстия с зазором. Для выбранной посадки приведем схему полей допусков с указанием предельных размеров, отклонений, значений зазоров или натягов.
Рисунок 4.1 Схема полей допусков распорной втулки
4 .2 Выбор посадки маслоотбо й ного кольца d 5=35 мм
Посадка для маслоотбойного кольца должна быть с гарантированным зазором для легкого снятия и установки, то есть нижнее отклонение маслоотбойного кольца должно быть больше верхнего отклонения вала. Мы знаем поле допуска вала k6 (2 задача), подберем под него поле допуска маслоотбойного кольца. Выше указанным требованиям соответствует поле допуска маслоотбойного кольца F8.
Таким образом получаем посадку в системе вала с зазором. Для выбранной посадки приведем схему полей допусков с указанием предельных размеров, отклонений, значений зазоров или натягов.
Рисунок 4.2 Схема полей допусков маслоотбойного кольца
4 . 3 Выбор посадки крышки стакана d 1 = 80 мм
Посадка для крышки стакана d1 должна быть такой чтоб сборка и разборка производились без значительных усилий, то есть верхнее отклонение крышки должно быть меньше нижнего отклонения стакана. Кроме того крышка стакана центрируется не за счёт посадки, а за счёт того что крышка прикручивается к стакану и корпусу. Мы знаем поле допуска стакана H7 (2 задача), подберем под него поле допуска крышки стакана. Выше указанным требованиям соответствует поле допуска крышки стакана f7. Таким образом получаем посадку в системе отверстия с зазором. Для выбранной посадки приведем схему полей допусков с указанием предельных размеров, отклонений, значений зазоров или натягов.
Рисунок 4.3 Схема полей допусков крышки стакана
5 . П осадка шпоночного соединения
5 .1 Определение размеров шпоночного соединения
Размеры шпонки предельные отклонения выбираем в зависимости от диаметра вала (таблица 4.64 /2/)
Таблица 5.1 Основные размеры соединения с призматической шпонкой, мм (по ГОСТ 23360 - 78)
L=23·1.09=25 мм
5 .2 Выбор полей допусков сопрягаемых размеров
Необходимые зазоры и натяги в шпоночном соединении получаются за счет допусков пазов, т.е. принимается система вала. Предельные отклонения находим аналогично заданию 1: ширина 12h9 (-0,043), высота 8h11(-0,090), на длину h14 . Длина шпонки 25h14(-0,520).
5 .3 Расчёт размерных характеристик деталей шпоночного соединения
Выберем свободное соединение (таблица 4.65 /2/), для которого ширина паза вала, ширина паза втулки, длина паза вала. Глубина паза вала, паза втулки, радиусы закругления пазов не менее 0,25 не более 0,4. Отклонения на размеры принимаются по ГОСТ 25347 -89.
Таблица 5.1 Размерные характеристики деталей шпоночного соединения
5 .4 Изображение схемы полей допусков по шир и не шпонки
Рисунок 5.1 Схема полей допусков
5 .5 Выбор средств контроля деталей ра з меров шпоночного соединения
Для дифференцированного контроля размеров деталей шпоночного соединения можно использовать универсальные средства измерения, однако это требует больших, затрат времени. Поэтому на предприятиях автотракторного и сельскохозяйственного машиностроения детали, шпоночных соединений контролируют с помощью предельных калибров.
Ширину пазов валов проверяют пластинами, имеющими проходную и непроходную стороны. Размер от образующей цилиндрической поверхности втулки до дна паза контролируют пробкой со ступенчатым выступом. Глубину паза вала проверяют кольцевыми калибрами. При ремонте машин можно использовать как универсальные средства измерения, так и калибры.
6 . Р асчет размерной цепи
6 .1 Составление размерной цепи
Для узла задано замыкающее звено:
В заданном примере замыкающее звено это зазор между корпусом и червячным колесо. Зазор образуется при затяжке болтов крепления стакана к корпусу, когда стягивается пакет деталей, включающих: стакан подшипников, маслоотбойное кольцо, зубчатое колесо. Суммарный размер этих звеньев по корпусу.
Рисунок 6.1 Схема полей допусков
Общее количество звеньев- 5
Звенья - уменьшающие ()
Звено -уменьшающее ().
6.2 Определение размеров звеньев
где - число увеличивающих звеньев;
Число уменьшающих звеньев.
8=61+38+46-145 8?0
Корректируем размер зубчатого колса до мм, то есть увеличим размер на 8 мм. 8=8
6 .3 Расчет размерной цепи на максимум и минимум
Коэффициент точности размерной цепи (95) /7/:
где - средний коэффициент точности;
Допуск замыкающего звена;
Число звеньев с известными допусками;
Допуски известных звеньев ();
Число звеньев размерной цепи, для которых определяется средний коэффициент точности;
Единица допуска размера звена, выбирается по таблице (таблица 2 /8/)
По таблице (таблица 3 Формулы допусков квалитетов от 5 до 17) соответствует 8 квалитету (25i).
Допуски звеньев по 8 квалитету, кроме корректирующего:
Ступенчатый
Охватываемый
Ступенчатый
Оставляем для корректировки более сложную деталь Д3 так как мы округлили в меньшую сторону.
Определяем допуск для 3 звена
Проводим проверку
Назначение отклонений звеньев:
Размер Д1=61±0,023
Размер Д2=46
Размер Д3=54
Размер Д4=145±0,031
6 .4 Расчет размерной цепи вероятностным методом
Коэффициент точности размерной цепи (236) /5/:
По таблице (таблица 3 Формулы допусков квалитетов от 5 до 17) соответствует IT10 квалитету (64i).
Проверка и корректировка допусков:
Необходима корректировка допусков в сторону уменьшения допусков для звена Д2 как наиболее простого в изготовлении, принимаем допуск по 9 квалитету. При дальнейшем уменьшении допуска равенство не выполняется. Попробуем решить задачу с IT10 на максимум и минимум.
такое невозможно так как >.
Вероятностным методом эту задачу решить невозможно так как у нас на маленький размер дан большой допуск
Результаты расчета размерной цепи сведены в таблицу 6.1
Таблица 6.1 Результаты расчёта размерной цепи
|
Параметры размерной цепи |
Звенья размерной цепи |
||||||
|
Обозначение звена |
|||||||
|
Вид звена |
|||||||
|
Размер, мм |
|||||||
|
Единица допуска, мкм |
|||||||
|
Расчёт на максимум-минимум |
|||||||
|
Значение допусков,мкм |
|||||||
|
принятые |
|||||||
|
Отклонение, мкм |
|||||||
|
Размеры звеньев с отклонен. |
6 .5 Сравнение результатов расчетов размерной цепи
В результате проделанной работы можно сделать вывод по расчету размерных цепей. Расчет размерных цепей, у которых замыкающее звено имеет большой допуск на размер замыкающего звена, лучше производить методом максимумов и минимумов. А вероятностным метод лучше применять при небольших допусках на размер замыкающего звена.
Б иблиографический список
1. Допуски и посадки: Справочник. В 2-х ч./В.Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский. - 6-е изд., перераб. и доп. - Л.: Машиностроение, Ленингр. отд-ние, 1982. - Ч. 1. 543 с., ил.
2. Допуски и посадки: Справочник. В 2-х ч./В.Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский. - 6-е изд., перераб. и доп. - Л.: Машиностроение, Ленингр. отд-ние, 1983. - Ч. 2.448 с., ил.
3. Подшипники качения. Сборник государственных стандартов. Ч.1 -М.: Издательство стандартов, 1989. -439 с.
4. Подшипники качения. Сборник государственных стандартов. Ч.2 -М.: Издательство стандартов, 1989. -432 с.
5. Серый И.С, Взаимозаменяемость, стандартизация и технические измерения. - 2-е изд. , перераб. и доп. - М.: Агропромиздат, 1987. - 367 с.: ил. - (Учебник и учеб. пособие для студентов высш. учеб. заведений)
7. Методические указания. Выбор универсальных средств измерений линейных, размеров до 500 (по применению ГОСТ 8.051-81) РД50-98-86.-М.:Издательство стандартов, 1987. -83 с.
8. МУ к КР 07-08 МСС
9. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов/ А.И.Якушев, Л.Н. Воронцов, Н.М. Федотов. - 6-е изд., перераб. и дополн. - М.: Машиностроение, 1987. - 352 с.: ил.
Размещено на Allbest.ru
Подобные документы
Особенности выбора допуска и посадок для гладких цилиндрических соединений, выбор полей допусков для деталей, сопрягаемых с подшипниками качения. Выбор допусков и посадок шпоночных, шлицевых соединений. Расчет допусков размеров заданной размерной цепи.
курсовая работа , добавлен 31.05.2010
Анализ устройства и принципа действия сборочной единицы. Расчет и выбор посадок подшипников качения. Выбор посадок для цилиндрических соединений. Расчет размеров гладких предельных калибров. Точностные характеристики резьбового и зубчатого соединения.
курсовая работа , добавлен 16.04.2011
Определение зазоров, натягов и допусков посадок в гладких цилиндрических соединениях. Расчет посадок в системе основных отверстий, валов, отверстий, гладких предельных размеров калибров. Решение размерных цепей методом полной взаимозаменяемости.
курсовая работа , добавлен 11.07.2015
Назначение посадок для всех сопрягаемых размеров и обозначить их на выданном узле. Расчет посадок для гладких цилиндрических соединений с натягом для заданного соединения. Определение калибров деталей. Схемы расположения допусков резьбового соединения.
курсовая работа , добавлен 28.02.2015
Расчет посадок с зазором в подшипниках скольжения и качения. Выбор калибров для контроля деталей гладких цилиндрических соединений, посадок шпоночных и прямобочных шлицевых соединений. Нормирование точности цилиндрических зубчатых колес и передач.
курсовая работа , добавлен 28.05.2015
Описание сборочной единицы - третьего вала трехступенчатого цилиндрическо-конического редуктора. Анализ гладких цилиндрических соединений. Расчет посадок подшипников качения, посадок для шпоночных, резьбовых и шлицевых соединений, полей допусков.
курсовая работа , добавлен 23.07.2013
Расчет посадок гладких цилиндрических соединений: с натягом и зазором, переходная. Определение параметров размерной цепи. Вычисление посадок подшипников качения, резьбовых и шлицевых, шпоночных соединений. Расчет основных характеристик калибра-скобы.
курсовая работа , добавлен 17.06.2014
Определение точностных характеристик и основных элементов гладких цилиндрических соединений. Выбор посадок с натягом расчетным методом. Определение посадки для подшипника скольжения с жидкостным трением. Обработка данных многократных измерений детали.
курсовая работа , добавлен 16.09.2012
Расчёт гладкого цилиндрического соединения 2 – шестерня – вал. Вычисление калибров для контроля гладких цилиндрических соединений. Выбор нормальной геометрической точности. Определение подшипникового соединения, посадок шпоночного и шлицевого соединения.
курсовая работа , добавлен 27.06.2010
Основные положения, понятия, определения в области стандартизации. Общие сведения, порядок расчета и выбора посадок для подшипников качения. Расчет линейных размерных цепей вероятностным методом. Выбор посадок гладких цилиндрических соединений с зазором.
В настоящее время применяют три метода выбора допусков и посадок:
Метод прецедентов (аналогов).
Заключается в том, что конструктор отыскивает в однотипных или других машинах, ранее сконструированных и находящихся в эксплуатации, случаи применения сборочной единицы, подобной проектируемой и назначает такие же или аналогичные допуск и посадку.
Метод подобия.
Является развитием метода прецедентов. Возник в результате классификации деталей машин по конструктивным и эксплуатационным признакам и выпуска справочников с примерами применения посадок. Для выбора допусков и посадок этим методом устанавливают аналогию конструктивных признаков и условий эксплуатации проектируемой сборочной единицы с признаками, приведенными в справочнике.
Общим недостатком этих двух методов является сложность определения признаков однотипности и подобия, в результате чего велика возможность назначения ошибочных допусков и посадок.
Расчетный метод.
Является наиболее обоснованным методом. Выбирая этим методом квалитеты, допуски и посадки при проектировании машин, стремятся удовлетворить эксплуатационно-конструктивные требования, предъявляемые к сборочной единице.
Посадки с зазором
Посадки с зазором предназначены для подвижных и неподвижных соединений.
В подвижных соединениях зазор служит для обеспечения свободы перемещения, размещения слоя смазки, компенсации температурных деформаций, а также компенсации отклонений формы и расположения поверхностей, погрешности сборки и др.
Для наиболее ответственных соединений, которые должны работать в условиях жидкостного трения, зазоры рассчитываются на основе гидродинамической теории трения (для подшипников скольжения). В случаях, когда допускается работа соединения в условиях полужидкостного, полусухого или сухого трения, выбор посадок чаще всего проводится по аналогии с посадками известных хорошо работающих соединений (метод аналогов).
В неподвижных соединениях посадки с зазором применяются для обеспечения беспрепятственной сборки деталей. Их относительная неподвижность обеспечивается дополнительным креплением шпонками, винтами, болтами, штифтами. Выбор посадки в этом случае производится таким образом, чтобы наименьший зазор обеспечивал компенсацию отклонений формы и расположения сопрягаемых поверхностей.
Применение посадок с зазором
Посадки - скользящие. Наименьший зазор равен 0. Установлены во всем диапазоне точностей сопрягаемых размеров (512 квалитеты). Часто применяются для неподвижных соединений с дополнительным креплением при необходимости их частой разборки (сменные детали). В квалитетах 812 могут применяться вместо переходных посадок. Скользящие посадки применяются для центрирования неподвижно соединенных деталей. В подвижных соединениях такие посадки служат для медленных перемещений деталей обычно в продольном направлении; для точного направления при возвратно – поступательном движении; для соединений детали, которых должны легко передвигаться и проворачиваться друг относительно друга при настройке, регулировке или затяжке в рабочее положение. Поскольку получение нулевых зазоров в таких посадках маловероятно, скользящие посадки могут использоваться и для подвижных соединений вращательного движения (при небольших скоростях вращения).
Посадки
 - движения. Это посадки с наименьшим
минимальным гарантированным зазором.
Установлены при высоких относительных
точностях изготовления деталей (валы
- 46
квалитетов, отверстия - 57
кв.).
- движения. Это посадки с наименьшим
минимальным гарантированным зазором.
Установлены при высоких относительных
точностях изготовления деталей (валы
- 46
квалитетов, отверстия - 57
кв.).
Применяются для особоточных и точных подвижных соединений, в которых требуется обеспечить плавность и точность перемещений чаще всего возвратно – поступательных и ограничить зазор во избежание нарушения соосности, возникновения ударов (при реверсивном движении). При вращательном движении обычно не применяются.
В неподвижных соединениях применяются для обеспечения легкой установки деталей.
Посадки
 - ходовые. Характеризуются умеренными
гарантированными зазорами, достаточными
для обеспечения свободного вращения в
подшипниках скольжения. Применяются в
опорах поступательного движения, не
требующих высокой точности центрирования.
- ходовые. Характеризуются умеренными
гарантированными зазорами, достаточными
для обеспечения свободного вращения в
подшипниках скольжения. Применяются в
опорах поступательного движения, не
требующих высокой точности центрирования.
В неподвижных соединениях применяются для обеспечения легкой сборки при невысоких требованиях к точности центрирования деталей.
Посадки
 - легкоходовые. Имеют значительный
гарантированный зазор, обеспечивающий
свободное вращательное движение при
значительных нагрузках и высоких
скоростях.
- легкоходовые. Имеют значительный
гарантированный зазор, обеспечивающий
свободное вращательное движение при
значительных нагрузках и высоких
скоростях.
В неподвижных соединениях, требующих значительных зазоров при установках и регулировках.
Посадки
 -
шарикоходовые. Обладают большим
гарантированным зазором, позволяющим
компенсировать значительные отклонения
расположения сопрягаемых поверхностей
и температурные деформации.
-
шарикоходовые. Обладают большим
гарантированным зазором, позволяющим
компенсировать значительные отклонения
расположения сопрягаемых поверхностей
и температурные деформации.
Посадки
 - с большими зазорами.
- с большими зазорами.
Применяются в основном в грубых квалитетах (11,12) для конструкций малой точности, где большие зазоры необходимы для компенсации отклонений расположения сопрягаемых поверхностей, для обеспечения свободного вращения или поступательного перемещения в условиях запыления и загрязнения.
В отдельных случаях посадки с большими зазорами применяются и в более точных подвижных соединениях (8 и 9 кв.), работающих при особо тяжелых нагрузках или высоких температурах.
Посадки переходные
Переходные посадки предназначены для неподвижных, но разъемных соединений деталей и обеспечивают хорошее центрирование соединяемых деталей. Для них характерна возможность получения, как натягов, так и зазоров. Натяги имеют относительно малую величину и обычно не требуют проверки деталей соединения на прочность, за исключением тонкостенных деталей. Эти натяги недостаточны для передачи соединением значительных крутящих моментов и усилий. Поэтому переходные посадки применяют с дополнительным креплением соединяемых деталей шпонками, штифтами, винтами и др. Такие посадки могут применяться и без дополнительного крепления, когда сдвигающие силы малы, при значительной длине соединения, если относительная неподвижность деталей необязательна.
Зазоры в переходных посадках также невелики, что обеспечивает достаточно высокую точность центрирования.
ЕСДП предусматривает несколько типов переходных посадок, различающихся вероятностью получения натягов или зазоров. Чем больше вероятность получения натяга, тем прочнее посадка.
Переходные посадки установлены в относительно точных квалитетах: валы в 47, отверстия в 58.
Выбор переходных посадок чаще всего производится по аналогии с известными и хорошо работающими соединениями. Расчеты выполняются реже и в основном как проверочные. Они могут включать:
а) расчет вероятности получения зазоров и натягов в соединении;
б) расчет наибольшего зазора по известному допуску соосности;
в) расчет прочности деталей (только для тонкостенных) и наибольшего усилия сборки при наибольшем натяге посадки.
Применение переходных посадок
Посадки
 - плотные. Для этих посадок более вероятно
получение зазоров, но возможны и небольшие
натяги. Собираются с применением
небольшого усилия (достаточно деревянного
молотка). Плотные посадки применяются,
если при центрировании деталей допускаются
небольшие зазоры или требуется обеспечить
легкую сборку (сменные детали).
- плотные. Для этих посадок более вероятно
получение зазоров, но возможны и небольшие
натяги. Собираются с применением
небольшого усилия (достаточно деревянного
молотка). Плотные посадки применяются,
если при центрировании деталей допускаются
небольшие зазоры или требуется обеспечить
легкую сборку (сменные детали).
Посадки
 - напряженные. Наиболее часто применяемые
переходные посадки. Вероятности получения
зазоров и натягов примерно одинаковые.
Сборка и разборка производится без
значительных усилий (при помощи ручных
молотков). Обеспечивают хорошее
центрирование деталей подвижных узлов
при вращении со средними скоростями.
- напряженные. Наиболее часто применяемые
переходные посадки. Вероятности получения
зазоров и натягов примерно одинаковые.
Сборка и разборка производится без
значительных усилий (при помощи ручных
молотков). Обеспечивают хорошее
центрирование деталей подвижных узлов
при вращении со средними скоростями.
Посадки
 - тугие. Обеспечивают преимущественно
натяг. Вероятность получения зазоров
относительно мала. Применяются для
неподвижных соединений деталей на
быстровращающихся валах с дополнительным
креплением или без него. Применяются
взамен более прочных посадок при
увеличенных длинах соединения или когда
недопустимы большие деформации деталей.
- тугие. Обеспечивают преимущественно
натяг. Вероятность получения зазоров
относительно мала. Применяются для
неподвижных соединений деталей на
быстровращающихся валах с дополнительным
креплением или без него. Применяются
взамен более прочных посадок при
увеличенных длинах соединения или когда
недопустимы большие деформации деталей.
Посадки
 - глухие. Наиболее прочные из переходных
посадок. Зазоры практически не возникают.
Для сборки и разборки требуются
значительные усилия: применяются прессы,
распрессовочные приспособления, иногда
термические методы сборки. Разборка
таких соединений производится редко,
только при капитальном ремонте.
Применяются для центрирования деталей
в неподвижных соединениях, передающих
большие усилия, при наличии вибраций и
ударов (с дополнительным креплением).
При небольших нагрузках без дополнительного
крепления.
- глухие. Наиболее прочные из переходных
посадок. Зазоры практически не возникают.
Для сборки и разборки требуются
значительные усилия: применяются прессы,
распрессовочные приспособления, иногда
термические методы сборки. Разборка
таких соединений производится редко,
только при капитальном ремонте.
Применяются для центрирования деталей
в неподвижных соединениях, передающих
большие усилия, при наличии вибраций и
ударов (с дополнительным креплением).
При небольших нагрузках без дополнительного
крепления.
Посадки с натягом
Посадки с натягом предназначены для неподвижных неразъемных соединений деталей без дополнительного крепления (как правило). Относительная неподвижность деталей достигается за счет напряжений, возникающих в материале деталей вследствие деформации их контактных поверхностей. При прочих равных условиях напряжения пропорциональны натягу. Как правило, посадки с натягом вызывают упругие деформации деталей, но в ряде посадок с большими натягами могут возникать и упруго – пластические деформации.
При одном и том же натяге прочность соединения зависит от материала и размеров деталей, шероховатости сопрягаемых поверхностей, способа соединения деталей и т.д. Поэтому выбор посадки следует производить на основе предварительных расчетов натягов и возникающих напряжений.
Различают следующие основные способы сборки деталей при посадках с натягом:
сборка под прессом за счет его осевого усилия при нормальной
температуре;
сборка с предварительным разогревом охватывающей детали (отверстия) или охлаждением охватываемой детали (вала) до определенной температуры.
Расчет посадок с натягом
Исходными данными для расчета являются:
а) геометрические
размеры:


б)
 -
модули упругости вала и втулки.
-
модули упругости вала и втулки.
в)
 -
коэффициенты Пуассона.
-
коэффициенты Пуассона.
г)
 -
пределы текучести материала вала и
втулки.
-
пределы текучести материала вала и
втулки.

Рисунок 3.1 – Расчетная схема соединения с натягом
Условие неподвижности соединения:
 (3.1)
(3.1)
где
 -
это условная сила, эквивалентная действию
крутящего момента Т и осевой силы
-
это условная сила, эквивалентная действию
крутящего момента Т и осевой силы .
.
 (3.2)
(3.2)
 -
эквивалентная сила трения, возникающая
за счет натяга.
-
эквивалентная сила трения, возникающая
за счет натяга.
N = d-D (3.3)
Формула (3) справедлива для идеального случая: абсолютно гладкие и упругие цилиндры.
На основании формулы (3.1), используя выводы задачи Ламэ (это задача определения напряжений и перемещений в толстостенных полых цилиндрах).
где
 -
это наименьший, т.е. гарантированный
натяг правильно выбранной посадки с
точки зрения неподвижности.
-
это наименьший, т.е. гарантированный
натяг правильно выбранной посадки с
точки зрения неподвижности.
 -
коэффициенты жесткости вала и отверстия,
-
коэффициенты жесткости вала и отверстия,
 ,
,  ;
;
 -
поправка, учитывающая шероховатость
рабочих поверхностей вала и втулки;
-
поправка, учитывающая шероховатость
рабочих поверхностей вала и втулки;
 -
учитывает уменьшение натяга за счет
погрешностей формы сопрягаемых
поверхностей;
-
учитывает уменьшение натяга за счет
погрешностей формы сопрягаемых
поверхностей;
 -
учитывает влияние центробежных сил
(при N<2000об/мин.
-
учитывает влияние центробежных сил
(при N<2000об/мин.
 );
);
 -
учитывает ослабление натяга при
достижении рабочей температуры;
-
учитывает ослабление натяга при
достижении рабочей температуры;
Вторая часть расчета – проверка прочности соединения.
Условие прочности отверстия (вала):

 -
для вала.
-
для вала.
где
 -
наибольшее давление, которое может
возникнуть в зоне контакта при выбранной
посадке (при
-
наибольшее давление, которое может
возникнуть в зоне контакта при выбранной
посадке (при );
);
-
наибольший натяг при данной посадке.
Применение посадок с натягом
Посадки
 - легкопрессовые. Характеризуются
минимальным гарантированным натягом.
Установлены в наиболее точных квалитетах
(валы 4…6, отверстия 5…7). Применяются,
когда крутящие моменты или осевые силы
малы; для соединения тонкостенных
деталей, не допускающих больших
деформаций; для центрирования тяжело
нагруженных и быстровращающихся
крупногабаритных деталей (с дополнительным
креплением).
- легкопрессовые. Характеризуются
минимальным гарантированным натягом.
Установлены в наиболее точных квалитетах
(валы 4…6, отверстия 5…7). Применяются,
когда крутящие моменты или осевые силы
малы; для соединения тонкостенных
деталей, не допускающих больших
деформаций; для центрирования тяжело
нагруженных и быстровращающихся
крупногабаритных деталей (с дополнительным
креплением).
Посадки
 - прессовые средние.
- прессовые средние.
Характеризуются умеренными гарантированными натягами, обеспечивающими передачу нагрузок средней величины без дополнительного крепления. Применяются также в тех случаях, когда применение посадок с большими натягами недопустимо по условиям прочности деталей при тяжелых нагрузках с дополнительным креплением. В этих посадках имеют место упругие деформации деталей. Установлены для относительно точных деталей (валы 5…7, отверстия 6…7 кв.)
Посадки
 - прессовые тяжелые.
- прессовые тяжелые.
Характеризуются большими гарантированными натягами. Предназначены для соединений, на которые воздействуют значительные, в том числе и динамические нагрузки. Применяются без дополнительного крепления. В этих посадках возникают упруго – пластические или пластические деформации деталей. Применяются для деталей, выполненных по 7,8 квалитетам.
Расчет переходных посадок на вероятность получения натягов и зазоров
В основу расчета
положено предположение, что размеры
отверстия и вала распределяются по
нормальному закону с центром группирования
в середине поля допуска и средним
квадратным отклонением равным
![]() .
Тогда значения зазора и натяга также
будут распределяться по нормальному
закону симметрично относительно среднего
значения (
.
Тогда значения зазора и натяга также
будут распределяться по нормальному
закону симметрично относительно среднего
значения ( ).
А вероятность их получения определяется
с помощью интегральной функции вероятности
(z)
).
А вероятность их получения определяется
с помощью интегральной функции вероятности
(z)

Ф(z)
Определяем:
Макс. натяг N =
39 – 0 = 39 мкм = 0,039 мм
=
39 – 0 = 39 мкм = 0,039 мм
Макс.
зазор
 =
30 – 20 =10
мкм
= 0,010 мм
=
30 – 20 =10
мкм
= 0,010 мм
Средний натяг
 = 14,5 мкм = 0,0145 мм
= 14,5 мкм = 0,0145 мм
Допуск отв.
 =
30 – 0 = 30 мкм = 0,030 мм
=
30 – 0 = 30 мкм = 0,030 мм
Допуск вала
 =
39 – 20 = 19 мкм = 0,019 мм
=
39 – 20 = 19 мкм = 0,019 мм
Определяем среднее квадратное отклонение натяга:
Определяем аргумент интегральной функции (z):

По таблицам по значению Z определяем функцию (z)
Z = 2,41 (2,46) = 0,492
Рассчитываем вероятность натягов (зазоров):
Вероятность натягов
 :
:
,
если
,
если
вероятность зазоров
 :
:
,
при
,
при
=
0,5 + 0,492 = 0,992
99,2 %
=
0,5 – 0,492 = 0,008
0,8 %
1.Определение точностных характеристик и основных элементов гладких цилиндрических соединений
2.Выбор посадок с натягом расчетным методом
Выбор посадки для подшипника скольжения с жидкостным трением
Назначение посадок для подшипников качения
Обработка данных многократных измерений детали
Литература
Введение
Изготовление качественных изделий в машиностроении и ремонтном производстве, кооперация и специализация производства невозможны без соблюдения определенных правил и норм, установленных единой системой допусков и посадок (ЕСДП).
Нормативы стандартизации, взаимозаменяемости и технических измерений определяют качество готовых изделий, так как обеспечивают точностные характеристики параметров изделий и в последующем их надежность.
Надежность и экономичность машин определяется качеством составляющих деталей и узлов.
В рекомендуемой курсовой работе по метрологии, стандартизации и сертификации приводятся примеры назначения посадок для гладких цилиндрических соединений на основе расчета, а также выбора посадок для специальных соединений с применением типовых методов изображения точностных характеристик и прочтения технической документации. Рассмотрены примеры размерного анализа различными методами.
В пособии приведены примеры решения задач с предварительным описанием основных теоретических положений. К задачам приложены примеры оформления графической части работы. Приложения содержат таблицы с необходимыми справочными материалами, а также задания на выполнение работы по всем задачам.
1. Определение основных элементов гладких цилиндрических соединений
посадка цилиндрический соединение подшипник
Таблица 1.1 Задание на задачу (по индивидуальному шифру, по приложению А определяем анализируемое в задаче посадки)
Диаметр соединения, ммПосадки соединения164D10/h9H7/js6H8/s7
Решение. Из условной записи посадки устанавливаем, что отверстие выполняется по десятому квалитету с основным отклонением D. Вал выполнен по девятому квалитету с основным отклонением h, то есть посадка выполнена в системе вала.
для отверстия D10
верхнее отклонение ES=+305 мкм= 0,305 мм;
нижнее отклонение EI=+145 мкм=0,145 мм.
для вала 164 h9
верхнее отклонение es=0;
нижнее отклонение ei= -100 мкм= -0,100 мм.
Dmax=D+ES, (1.1)=D+Ei, (1.2)
где Dmax - наибольший предельный диаметр отверстия, мм;
Dmin - наименьший предельный диаметр отверстия, мм;
D - номинальный диаметр отверстия, мм.
Dmax=164+0,305=164,305 мм.
Dmin=164+0,145=164,145 мм.
dmax=d+es, (1.3)=d+ei, (1.4)
где dmax - наибольший предельный диаметр вала, мм;
dmin - наименьший предельный диаметр вала, мм
d - номинальный диаметр вала, мм.
dmin=164+(-0,100)=163,900 мм.
для отверстия
Для вала
Td=0-(-0,100)=0,100 мм.
для посадки
Тп=TD+Td. (1.7)
Тп=0,160+0,100=0,260 мм.
Smin=Dmin-dmax=EI-es. (1.8)=Dmax-dmin=ES-ei. (1.9)
Smin=164,145-164=0,145 мм
Smax=164,305-163.900=0.405 мм.
Tпс=Smax-Smin. (1.10)
Tпс=0,260 мм.
В соответствии с заданными значениями номинального диаметра и квалитетов по приложению Б2 находим, что максимальная шероховатость поверхности отверстия по параметру Ra не должна превышать 6,3 мкм, а шероховатость вала по тому же параметру не должна превышать 6,3 мкм. В обоих случаях полагаем, что допуск формы составляет 100% от допуска размера, то есть допуск формы отверстия и вала равен допуску их размера.
На основании полученной информации вычерчиванием схему полей допусков (лист 1) и условные изображения заданного соединения и его деталей (лист 2).
Условие примера. Определить основные элементы гладкого соединения мм с указанием их на условном чертеже. Построить схему расположения полей допусков.
Решение. Из условной записи посадки устанавливаем, что отверстие выполняется по седьмому квалитету с основным отклонением H. Вал выполнен по шестому квалитету с основным отклонением Js6, то есть посадка выполнена в системе вала.
На основании ГОСТ 25347-82 находим числовые значения предельных отклонений отверстия и вала по приложению Б.
Для заданного соединения мм предельные отклонения будут равны:
для отверстия H7
верхнее отклонение ES=+40 мкм= +0,040 мм;
для вала 164 Js6
верхнее отклонение es=+12,5 мкм=+0,0125 мм;
нижнее отклонение ei= -12,5 мкм= -0,0125 мм.
Имея числовые значения предельных отклонений вала и отверстия, можем записать полное обозначение посадки данного соединения для сборочного чертеже. Оно будет иметь следующий вид:
Предельные размеры отверстия определяем по формулам
Dmax=164+0,040=164,040 мм.
Предельный размер вала определяем по формулам
dmax= 164+0,0125=164,0125 мм.
dmin=164+(-0,0125)=163,9875 мм.
Числовые значения допусков для конкретного случая, при известных предельных отклонениях номинального размера, определяем по формулам
для отверстия
для посадки
Тп=0,040+0=0,040 мм.
Так как размеры вала меньше размеров отверстия, то соединение отверстия с валом имеет переход. Переходы в соединении определяем по формулам
Зная величины зазоров в соединении, допуск посадки определяем по формуле
ТN(S) = Nmax + Smax (1.13)пс=-0,0125 + 0,0525 = 0,065 мм.
По приложению Б3 находим, что требования по шероховатости отверстия достигается тонким растачиванием, а поверхности вала тонким обтачиванием.
На основании полученной информации вычерчиванием схему полей допусков (лист 3) и условные изображения заданного соединения и его деталей (лист 4).
Условие примера. Определить основные элементы гладкого соединения мм с указанием их на условном чертеже. Построить схему расположения полей допусков.
Решение. Из условной записи посадки устанавливаем, что отверстие выполняется по восьмому квалитету с основным отклонением H. Вал выполнен по седьмому квалитету с основным отклонением s, то есть посадка выполнена в системе вала.
На основании ГОСТ 25347-82 находим числовые значения предельных отклонений отверстия и вала по приложению Б.
Для заданного соединения мм предельные отклонения будут равны:
для отверстия H8
верхнее отклонение ES=+63 мкм= +0,063 мм;
нижнее отклонение EI=0;
для вала 164 s7
верхнее отклонение es=+148 мкм=+0,148 мм;
нижнее отклонение ei= +108 мкм= +0,108 мм.
Имея числовые значения предельных отклонений вала и отверстия, можем записать полное обозначение посадки данного соединения для сборочного чертеже. Оно будет иметь следующий вид:
Предельные размеры отверстия определяем по формулам
Dmax=164+0,063=164,063 мм.
Предельный размер вала определяем по формулам
dmax= 164+0,148=164,148 мм.
dmin=164+0,108=164,108 мм.
Числовые значения допусков для конкретного случая, при известных предельных отклонениях номинального размера, определяем по формулам
для отверстия
Td=0,148-0,108=0,040 мм.
для посадки
Тп=0,063+0,040=0,103 мм.
Так как размеры вала меньше размеров отверстия, то соединение отверстия с валом имеет зазор. Зазоры в соединении определяем по формулам
Зная величины зазоров в соединении, допуск посадки определяем по формуле
Tпс = 0,148 - 0,045 = 0,103 мм.
В соответствии с заданными значениями номинального диаметра и квалитетов по приложению Б2 находим, что максимальная шероховатость поверхности отверстия по параметру Ra не должна превышать 3,2 мкм, а шероховатость вала по тому же параметру не должна превышать 3,2 мкм. В обоих случаях полагаем, что допуск формы составляет 100% от допуска размера, то есть допуск формы отверстия и вала равен допуску их размера.
По приложению Б3 находим, что требования по шероховатости отверстия достигается чистовым растачиванием, а поверхности вала чистовым обтачиванием.
На основании полученной информации вычерчиванием схему полей допусков (лист 5) и условные изображения заданного соединения и его деталей (лист 6).
Выбор посадок с натягом расчетным методом.
Таблица 2.1 - Задание на расчет посадки с натягом
D, ммMкр, н·мМатериалыRzd,мкмRzD,мкмL,МкмD1,ммd2,ммВалаСтупицы92870Сталь50Сталь100,630,801,5·d0.7·d1.7·d
Решение. Требуемое удельное давление на контактных поверхностях соединения определяем по формуле где Mкр - передаваемый крутящий момент, Н·м; D - диаметр соединения, м; f - коэффициент трения пары сопрягаемых деталей. Коэффициент трения материалов принимаем для сопрягаемых деталей «сталь - сталь» f = 0.15 (таблица 1.1). Значения коэффициентов Ляме рассчитываем по формулам
где D1 - диаметр отверстия в охватываемой детали, м; d2 - внешний диаметр в отхватывающей детали, м; µd и µD - коэффициент Пуассона для материала соответственно охватываемой и охватывающей деталей. Коэффициент Пуассона равен для материала вала изготавливаемого из стали 40 - µd = 0,25-0,33 (таблица 1.2). Принимаем µd = 0,3. Для втулки, изготавливаемой из стали 10 - µD = 0,25-0,33 (таблица 1.2). Принимаем µD = 0.3. Минимальный натяг в соединении рассчитывается с использованием задачи Ляме по определению напряжений и перемещений в цилиндрах
где ED и Ed - модуль упругости соответственно охватываемой и охватывающей детали. Принимаем модули упругости охватываемой детали изготовленной из стали 40 - Ed= 2,0·1011 Н·м и охватывающей детали, изготовленной из стали 10 - ED=2,0·1011 Н·м; С учетом влияния шероховатости сопрягаемых поверхностей наименьший расчетный натяг в сопряжении определяется по формуле
Где k - коэффициент, учитывающий высоту смятия неровности поверхностей охватываемой и охватывающей деталей; RzD и Rzd - параметры шероховатости охватываемой и охватывающей детали. Для обеспечения сборки соединения принимаем, что вал будем нагревать. k = 0.50 (таблица 1.3). Величину определяем из условия прочности по формулам для охватываемой детали
для охватывающей детали где σmd σmD - пределы текучести материала соответственно охватывающей и охватываемой детали. Предел текучести охватываемой детали стали 40 σmd = 340·106 Н/м2 (таблица 1.4) Предел текучести охватывающей детали стали 10 σmD = 210·106 Н/м2 (таблица 1.4) Наибольший натяг определяется по формуле
Nmax=·D·(CD/ED+Cd/Ed). (2.8)
Так как наибольшее удельное давление для вала меньше, то и наибольший натяг в сопряжении определяем при допустимом удельном давлении вала Nmax=126,2·0,092·(2,78/()+1,825/(=267,3·10-6 м. Расчетный наибольший натяг с учетом шероховатости деталей соединения определяется по уравнению
Nmax расч= Nmax+2·k·(RzD+Rzd) (2.9) Nmax расч=267,3+2·0,5· ()=275,5 мкм.
Стандартную посадку в соединении определяем по полученным расчетным значениям минимального и максимального натягов, руководствуясь условиями
Nmin CT ≥ Nmin расч (2.10) Nmax CT < Nmax расч (2.11)
По (таблица 1 приложения В) подбираем посадку, более всего соответствующую найденным значениям натягов. Желательно принимать посадки предпочтительного ряда. Ближайшее значение расчетных натягов соответствует посадке
где Nmax CT = 0,089 мм; Nmin CT = 0,029 мм. Величину максимального удельного давления соединяемых деталей определяем по формуле
где - поправка на смятие шероховатости, м.
Усилие запрессовки деталей соединения для выбранной посадки определяем по формуле Rn=fn·pmax·π·d·l, (2.14)
где fn - коэффициент трения при запрессовке Коэффициент трения определяется по формуле
fn=1,2·f (2.15)
где f - коэффициент трения сопрягаемых деталей в состоянии покоя. Коэффициент трения сопрягаемых деталей в состоянии покоя пары «сталь - сталь) f=0,15 (таблица 1.1) fn=1,2·0,15=0,18. Rn = 0,18·38,1·106·3,14·0,092·1,2·0,092=218717 Н. Вычерчиваем схему полей допуска посадки, соединение в сборке и его детали (лист 7,8), с нанесением соответствующих размеров.
Выбор посадки для подшипника скольжения с жидкостным трением
Таблица 3.1 - Исходные данные для определения величин зазора и подбора посадки для подшипника скольжения Диаметр сопряжения D, ммРадиальная Сила R, кНШероховатость поверхности, мкмЧастота вращения вала n, мин-1Длина сопряжения l, ммВала, RzdВтулки,RzD924,650,500,6314000,60D Решение. Определяем среднее удельное давление в подшипнике по формуле
Определим допустимую толщину масляного слоя по формуле
hmin ≥ ≥ k·(RzD+Rzd+jg), (3.2) Допустимая минимальная толщина масляного слоя, мкм; jg - добавка, учитывающая влияние погрешностей формы и расположения цапфы и расположения цапфы и вкладыша, мкм. jg= 2-3 мкм=(2…3) ·10-6 м. hmin= 2·(0,50+0,63+3,0) ·10-6=8,26·10-6 м. Величину относительного эксцентриситета соответствующего максимальному зазору принимаем равной Xmax = 0,9. Определяем максимальный допустимый зазор по формуле
Минимальный относительный эксцентриситет Xmin при котором толщина масляного слоя равна Xmin < 0,3. Принимаем Xmin =0,3 и по таблице 1 приложения Г находим значение Аx=0,299 при с=0,3 и l/d = 0,60. Для принятой величины относительного эксцентриситета равной Xmax = 0,9 находим значение Ah = 0,228 Минимальный допустимый зазор определяем по уравнению
2,857· · (3.4) 2,857·8,26·10-6· м.
Для выбора посадки из стандартных пролей допусков определим оптимальный зазор при нормальной температуре (20 0С) по формуле
где Xопт - относительный эксцентриситет; Аопт - максимальное табличное значение коэффициента А соответствующее оптимальному зазору при заданном отношении l/D. Аопт = 0,367, ему соответствует Xопт = 0,5. По таблице 2 приложения Г подбираем посадку, для которой соблюдаются условия hmin ≥ ≥ k·(RzD+Rzd+jg), Smin CT ≥ ,≥ 0,3,CT < ,опт ≈ Scp CT, Xmax = 0,8-0,95, точность в пределах 5-8 квалитетов, предпочтительные посадки в системе отверстия. Этим условиям удовлетворяет посадка, на сборочном чертеже она может быть представлена в виде для которой Smin = 0 м, Smax = 22·10-6 м, Sср = 10·10-6 м. Масло для смазки подшипника определяем по динамической вязкости определяемой по формуле
ω - угловая скорость вращения вала подшипника скольжени, с-1. Угловая скорость вращения вала определяется по формуле
Для смазки подшипника принимаем масло среднее индустриальное И-40А (И-45) с динамической вязкостью - 0,0405 (таблица 3 приложение Г). Строим схему расположения полей допусков (лист 9). Вычертим эскизы соединения в сборе и деталей (лист 10) с обозначением размеров, посадок, отклонений и шероховатости поверхности.
4. Расчет и выбор посадок для соединений с подшипниками качения
Таблица 4.1 - Исходные данные к выбору посадок для соединения с подшипником качения Номер подшипникаРадиальная нагрузка R, кНДинамический коэффициент посадкиВид нагружения колец подшипникаКонструкцияВнутреннегоНаружногоКорпусВал31318.51.5ЦиркуляционныйМестный0.80.4 Решение. По обозначению подшипника находим, что он относится к легкой серии и его размеры следующие (таблица 1 приложение Д).
Рисунок 4.1 - Радиальный шарикоподшипник № 313
Наружный диаметр - D = 0.140 м; Внутренний диаметр - d = 0,065 м; Ширина - В = 0,035 м; Радиус скругления колец - r = 0,0035 м. Выбираем посадку для соединения «вал - внутреннее кольцо подшипника», имеющего циркуляционный характер нагружения. Поле допуска для такого соединения выбирается по интенсивности нагружения, которая определяется по формуле
где kп - динамический коэффициент посадки для соединения, kп = 1,5 - согласно задания; F - коэффициент, учитывающий степень ослабления при тонкостенном корпусе; FA - коэффициент неравномерности распределения нагрузки в многорядных подшипниках. При отношении Dотв/d = 0,7 коэффициент F = 1.1 (таблица 2 приложения Д). Для однорядных радиальных подшипников FA = 1.0. По интенсивности нагружения PR = 0,66·106 и диаметру внутреннего кольца d = 0.065 м выбираем (таблица 3 приложение Д) после допуска k6 для изготовления посадочной поверхности вала. На рабочем чертеже размер проставляется в следующем виде Для внутреннего диаметра подшипника отклонение выбирается в зависимости от диаметра и класса точности (таблица 4 приложение Д) Общий вид записи посадки подшипника на валу для узлового чертежа Посадку для соединения «наружное кольцо подшипника - отверстие корпуса» для местно нагруженного кольца выбираем по таблице 5 приложение Д. Наружное кольцо подшипника, закрепленное в корпус, то есть не вращается. Поэтому поле допуска отверстия в корпусе выбирается (таблица 5 приложение Д) в зависимости от характера работы (работающего при легком режиме), kп = 1,5 (согласно задания) и нормального размера: мм (рекомендуется для подшипников, работающих в нормальном режиме работы). Для наружного диаметра подшипника: мм (таблица 4 приложение Д). Общий вид записи посадки подшипника в отверстие корпуса - мм. Определяем величину отклонений формы и выбираем шероховатость поверхностей отверстия корпуса и оси. Овальность и конусность посадочных мест под подшипники 0 класса точности не должны превышать половины поля допуска на их диаметры: для отверстия; Шероховатость посадочных мест выбираем по таблице 6 приложения Д: для отверстия корпуса под подшипник 0 класса точности и внешним диаметром 140 мм - Ra = 1,25 мкм; для поверхности оси под подшипник с внутренним диаметром 65 мм - Ra = 2,5 мкм. 5. Обработка данных многократных измерений детали
Задание: Определение среднего значения толщины шлица, выполнено согласно размера. действительные размеры шлицов, полученные в результате многократных измерений. 12 4,13 4,15 4,16 4.16 4,18 4.23 4.24 4,244,25 4,25 4,26 27 4,30 4,30 4,31 4,31 4,31 4,32 4.32 4.324,33 4,33 4,33 33 4,37 4,38 4,38 4,39 4,39 4,40 4,44 4,444,45 4,46 4,54 Индивидуальные значения толщины, определены по индивидуальному шифру (СУСА) С - 4,12 4,13 4,17 4,17 Т - 4,14 4,16 4,17 4,17 А - 4,34 4,37 4,38 4,45 Н - 4,34 4,38 4,57 4,58 Ранжирование результатов многократных измерений 12 4,12 4,13 4,13 4,14 4,15 4,16 4,16 4,16 4,17 4,17 4,17 4,17 4,18 4,23 4,24 4,24 4,25 4,25 4,26 4,27 4,30 4,30 4,31 4,31 4,31 4,32 4,32 4,32 4,33 4,33 4,33 4,33 4,34 4,34 4,37 4,37 4,38 4,38 4,38 4,38 4,39 4,39 4,40 4,44 4,44 4,45 4,45 4,46 4,54 4,57 4,58 Определим количество интервалов
где N - количество информации. Принимаем семь рядов статического ряда. Определим протяженность одного интервала
где - наибольшее и наименьшее значения толщины шлица, мм. Принимаем А=0,07 мм. Определим сдвиг измерения где И1 - наименьшая толщина шлица, мм. С=4,12-0,5·0,07=4,09, мм. Строим статистический ряд в таблице
Таблица П.1 - Статистический ряд Интервалы4,09 4,16 4,16 4,234,23 4,304,30 4,374,37 4,444,44 4,514,51 4,58Середина интервала4,1254,1954,2654,3354,4054,4754,545Опытная частота, mi, м96814924Опытная вероятность pi0,1730,1150,1530,2690,1730,0380,079Накопленная опытная вероятность, 0,1730,2880,4410,7100,8830,9211,0
Определяем среднее значение
где - значение толщины шлица в середине интервала, мм; Опытная вероятность в i - интервале. 4,125·0,173+4,195·0,115+4,265·0,153+4,335·0, 269+4,405·0,173+ +4,475· 0,038+4,545·0,079=4,305 Определяем среднеквадратичное отклонение
(4.265 - 4.)2 · 0,153 + (4,335 - 4,305)2 · 0,269 + (4,405 - 4,305)2 ·0,173+ +(4,475 -4,305)2 · 0,038 + (4,545 - 4,305)2 · 0,079 =0,122 мм.
Проверяем информацию на достоверность. Информация считается достоверной, если все значения износов находятся в интервале. 305-3·0,122=3,939 4,305+3·0,122=4,671 Все опытные значения, полученные в результате многократных измерений достоверны, (считаются достоверными, так как И1=4,12>3.939, а И52=4,58<4,671, то есть все значения ряда износа не выпадают за границы достоверности). Проверяем информацию на выподающие точки по критерию Ирвина
Полученные значения меньше λт=1,6 (таблица 1 приложение К) при количестве информации N≈50 и доверительной вероятностью 0,99, следовательно, крайние значения величины износа не выпадают из ряда опытной информации. Определяем значение коэффициента вариации
Так как коэффициент вариации больше 0,5 то закон характеризующий опытную величину износа, подчиняется закону распределения Вейбулла. Определяем значение функции закона распределения Вейбулла (таблица 3 приложение К). Для определения значений функции закона распределения Вейбулла определим значение параметров закона по коэффициенту вариации b=1.9; Cb=0.49. Значение параметра α определяем по формуле
Определяем интегральное и дифференциальное значение закона распределения Вейбулла, выполним в таблице. Выполним проверку соответствия закону распределения Вейбулла опытной величины толщины шлица.
Таблица П.2 - Выбор теоретического закона распределения Интервал4,09 4,16 4,16 4,234,23 4,304,30 4,374,37 4,444,44 4,514,51 4,58Конец интервала, Икi4,16 4,234,304,374,444,514,58Накопленная опытная вероятность, 0,1730,2880,4410,7100,8830,9211,0Опытная частота, mi96814924(Икi-С)/α0.2810.5620.8431.1241.4051.6861.967Интегральное значение функции, F(Икi)0.0920.3020.5400.7380.8710.9450.979Дифференциальное значение функции, f(Икi)0.0920.2100.2380.1980.1330.0740.034Теоретическая частота, mтi4.7810.9212.3710.296.913.851.760.0810.0140.0990.0280.0120.0240.0213.7262.2171.5441.3380.6320.8892.851
а) Критерий Колмагорова. Для этого в каждом интервале статистического ряда определяется разность нокопленной опытной вероятности и интегрального значения функции и для максимального значения разности Dmax определяем критерий Колмагорова по формуле
Вероятность совпадения закона распределения Вейбулла по критерию Колмагорова составила P() = 0.307 б)Критерий Пирсона Критерий Пирсона определяется по формуле
Для упрощения расчета критерия в таблице определяем значение критерия для каждого интервала статистического ряда, а суммарное значение составит Для определения вероятности совпадения теоретического закона опытной величины толщины шлица по критерию Пирсона определим строку по формуле где k - число обязательных связей принимается равным трем. Вероятность совпадения закона по критерию Пирсона P(X2) менее 10%. Определяем доверительные границы рассеивания среднего значения толщины шлица